



Технологический процесс производства ключевых компонентов для мотоциклов и электромобилей
2025-07-18
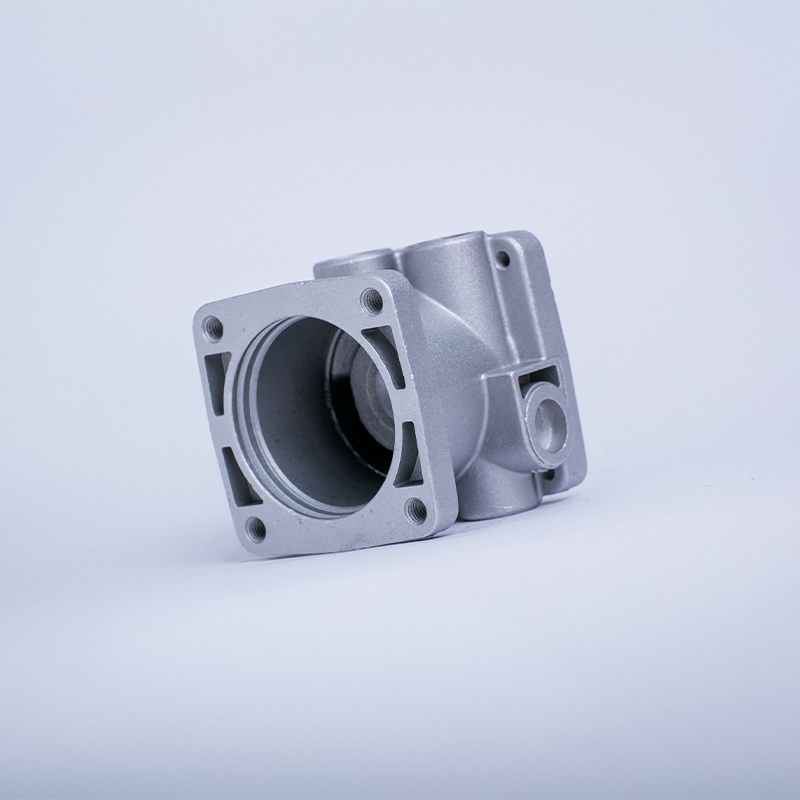
1. Подготовка материалов: В основном используется алюминиевый сплав (ADC6 или ADC12), выбор сырья осуществляется в соответствии с требованиями к продукции.
2. Цех литья под давлением: Алюминиевые заготовки помещаются в плавильную печь с нагревом до 600-700 градусов, температура должна поддерживаться на оптимальном уровне - слишком низкая температура ухудшает текучесть, слишком высокая приводит к окислению. В процессе плавки добавляются вспомогательные материалы, удаляются газы и примеси из расплава алюминия для предотвращения образования пор, усадочных раковин и других дефектов в отливках. Затем производится формование методом литья под давлением в соответствии с конструкцией пресс-формы.
3. Прецизионная обработка: Применяются высокоточные станки с ЧПУ, выполняется фрезерование, сверление и другие операции для достижения требуемых размеров.
4. Технология полировки: Современные роботы фиксируют детали для полировки на рабочем столе с помощью оснастки, запрограммированные операции позволяют роботу обрабатывать все необходимые участки с калибровкой траектории полировки. Это обеспечивает высокую однородность полированных изделий и большую производительность.
5. Обработка поверхности: Применяются такие процессы как дробеструйная обработка, шлифовка для удаления технологических заусенцев, окисленного слоя после литья или загрязнений.